

Ang sheet metal bending ay isang karaniwang proseso ng pagmamanupaktura na ginagamit upang lumikha ng iba't ibang bahagi at produkto. Ang proseso ay nagsasangkot ng pagpapapangit ng isang sheet ng metal sa pamamagitan ng paglalapat ng puwersa dito, kadalasang gumagamit ng press brake o katulad na makina. Ang sumusunod ay isang pangkalahatang-ideya ng proseso ng pagbaluktot ng sheet metal:
1. Pagpili ng materyal: Ang unang hakbang sasheet metal baluktotAng proseso ay upang piliin ang naaangkop na materyal. Ang pinakakaraniwang materyales na ginagamit para sa sheet metal bending ay ang bakal, aluminyo at hindi kinakalawang na asero. Ang kapal ng metal sheet ay magiging isang pangunahing kadahilanan sa pagtukoy ng proseso ng baluktot. Sa HY Metals, ginagamit namin ang mga materyales na tinukoy ng mga customer.
2. Pagpili ng Tool:Ang susunod na hakbang ay upang piliin ang naaangkop na tool para sa operasyon ng baluktot. Ang pagpili ng tool ay depende sa materyal, kapal at pagiging kumplikado ng liko.
Ang pagpili ng tamang tool sa baluktot ay mahalaga sa pagkamit ng tumpak at mataas na kalidad na mga baluktot sa panahon ng proseso ng pagyuko ng sheet metal. Narito ang ilang mga pangunahing pagsasaalang-alang kapag pumipili ng tool sa baluktot:
2.1 Uri ng materyal at kapal:Ang uri ng materyal at kapal ng plato ay makakaapekto sa pagpili ng mga tool sa baluktot. Maaaring mangailangan ng mas matibay na tool ang mas matigas na materyales tulad ng stainless steel, habang ang mas malambot na materyales tulad ng aluminum ay maaaring mangailangan ng iba't ibang pagsasaalang-alang sa tooling. Ang mas makapal na mga materyales ay maaaring mangailangan ng mas matibay na tool upang mapaglabanan ang mga puwersa ng baluktot.
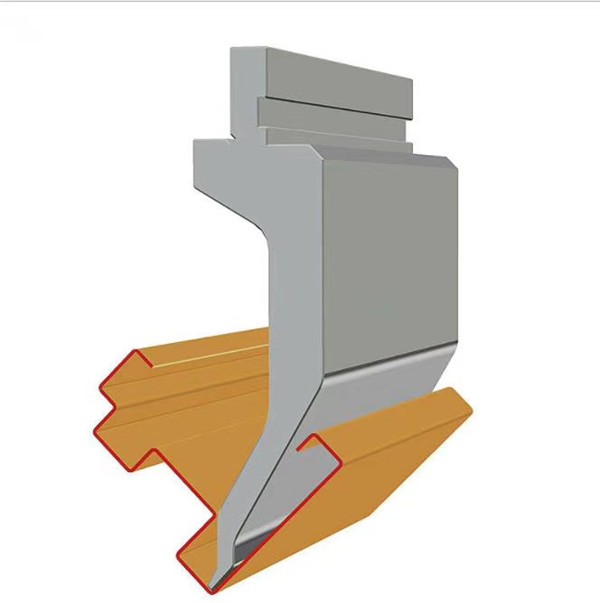
2.2 Bend Angle at Radius:Ang kinakailangang anggulo ng liko at radius ay tutukoy sa uri ng tool na kinakailangan. Iba't ibang kumbinasyon ng die at punch ang ginagamit upang makamit ang mga partikular na anggulo ng liko at radii. Para sa masikip na pagliko, maaaring kailanganin ang mas makitid na suntok at mamatay, habang ang mas malaking radii ay nangangailangan ng iba't ibang mga setting ng tool.
2.3 Pagkakatugma ng Tool:Siguraduhin na ang bending tool na pipiliin mo ay tugma sa press brake o bending machine na ginagamit. Ang mga tool ay dapat na may tamang sukat at uri para sa partikular na makina upang matiyak ang wastong operasyon at kaligtasan.
2.4 Mga materyales sa tool:Isaalang-alang ang mga materyales ng bending tooling. Ang mga hardened at ground na tool ay kadalasang ginagamit para sa precision bending at upang mapaglabanan ang mga puwersang kasangkot sa proseso. Ang mga materyales sa tool ay maaaring kabilang ang tool steel, carbide, o iba pang pinatigas na haluang metal.
2.5 Mga Espesyal na Kinakailangan:Kung ang bahaging baluktot ay may mga espesyal na tampok, tulad ng mga flanges, kulot, o mga offset, maaaring kailanganin ang espesyal na tooling upang tumpak na makamit ang mga tampok na ito.
2.6 Pagpapanatili ng amag at habang-buhay:Isaalang-alang ang mga kinakailangan sa pagpapanatili at habang-buhay ngbaluktot na amag. Ang mga tool sa kalidad ay malamang na magtatagal at mapapalitan ng mas madalas, na binabawasan ang downtime at mga gastos.
2.7 Mga Custom na Tool:Para sa natatangi o kumplikadong mga kinakailangan sa baluktot, maaaring kailanganin ang custom na tooling. Ang mga pasadyang tool ay maaaring idisenyo at gawin upang matugunan ang mga partikular na pangangailangan sa baluktot.
Kapag pumipili ng tool sa baluktot, mahalagang kumunsulta sa isang may karanasan na tagapagtustos o tagagawa ng tool upang matiyak na ang tool na napili ay angkop para sa partikular na aplikasyon ng pagyuko at makina. Bukod pa rito, ang pagsasaalang-alang sa mga salik gaya ng gastos sa tooling, lead time, at suporta sa supplier ay maaaring makatulong sa paggawa ng matalinong desisyon.
3. Pag-setup: Kapag ang materyal at amag ay napili, ang setup ng press brake ay mahalaga. Kabilang dito ang pagsasaayos ng backgauge, pag-clamp ng sheet metal sa lugar, at pagtatakda ng mga tamang parameter sa press brake, tulad ng anggulo ng bend at haba ng bend.
4. Proseso ng baluktot:Kapag nakumpleto na ang pag-setup, maaaring magsimula ang proseso ng baluktot. Ang press brake ay naglalapat ng puwersa sa metal sheet, na nagiging sanhi ng pag-deform nito at yumuko sa nais na anggulo. Dapat maingat na subaybayan ng operator ang proseso upang matiyak ang tamang anggulo ng baluktot at maiwasan ang anumang mga depekto o materyal na pinsala.
5. Kontrol sa kalidad:Matapos makumpleto ang proseso ng baluktot, suriin ang katumpakan at kalidad ng baluktot na metal plate. Maaaring kabilang dito ang paggamit ng mga tool sa pagsukat upang i-verify ang mga anggulo at sukat ng liko, pati na rin ang biswal na pagsisiyasat para sa anumang mga depekto o imperpeksyon.
6. Mga operasyon pagkatapos ng pagbaluktot:Depende sa mga partikular na pangangailangan ng bahagi, ang mga karagdagang operasyon tulad ng pag-trim, pagsuntok, o pagwelding ay maaaring isagawa pagkatapos ng proseso ng baluktot.
Sa pangkalahatan,sheet metal baluktotay isang pangunahing proseso sa paggawa ng metal at ginagamit upang lumikha ng iba't ibang mga produkto, mula sa mga simpleng bracket hanggang sa mga kumplikadong pabahay at mga bahagi ng istruktura. Ang proseso ay nangangailangan ng maingat na atensyon sa pagpili ng materyal, tooling, setup, at kontrol sa kalidad upang matiyak ang tumpak at mataas na kalidad na mga liko.
Oras ng post: Hul-16-2024